Electrospinning
Electrospinning is
currently the only technique that allows the fabrication of continuous fibers with
diameters down to a few nanometers. The method can be applied to synthetic and natural
polymers, polymer alloys, and polymers loaded with chromophores, nanoparticles,
or active agents, as well as to metals and ceramics. Fibers with complex architectures,
such as core–shell fibers or hollow fibers, can be produced by special electrospinning
methods. It is also possible to produce structures ranging from single fibers to
ordered arrangements of fibers. Electrospinning is not only employed in university
laboratories, but is also increasingly being applied in industry. The scope of applications,
in fields as diverse as optoelectronics, sensor technology, catalysis, filtration,
and medicine, is very broad.
At first glance,
electrospinning gives the impression of being a very simple and, therefore, easily
controlled technique for the production of fibers with dimensions down to the nanometer
range. First, polymers will be surveyed as fiber forming materials. Later, materials
such as metals, ceramics, and glasses will be considered as fiber precursors. In
a typical electrospinning experiment in a laboratory, a polymer solution or melt
is pumped through a thin nozzle with an inner diameter on the order of 100 µm.
Electrospinning technique uses electrical field to produce fibers with diameter
ranging from nano-scale to a few microns. This technique has become a popular approach
among nanofiber production techniques, owing to its simplicity, speed, efficiency,
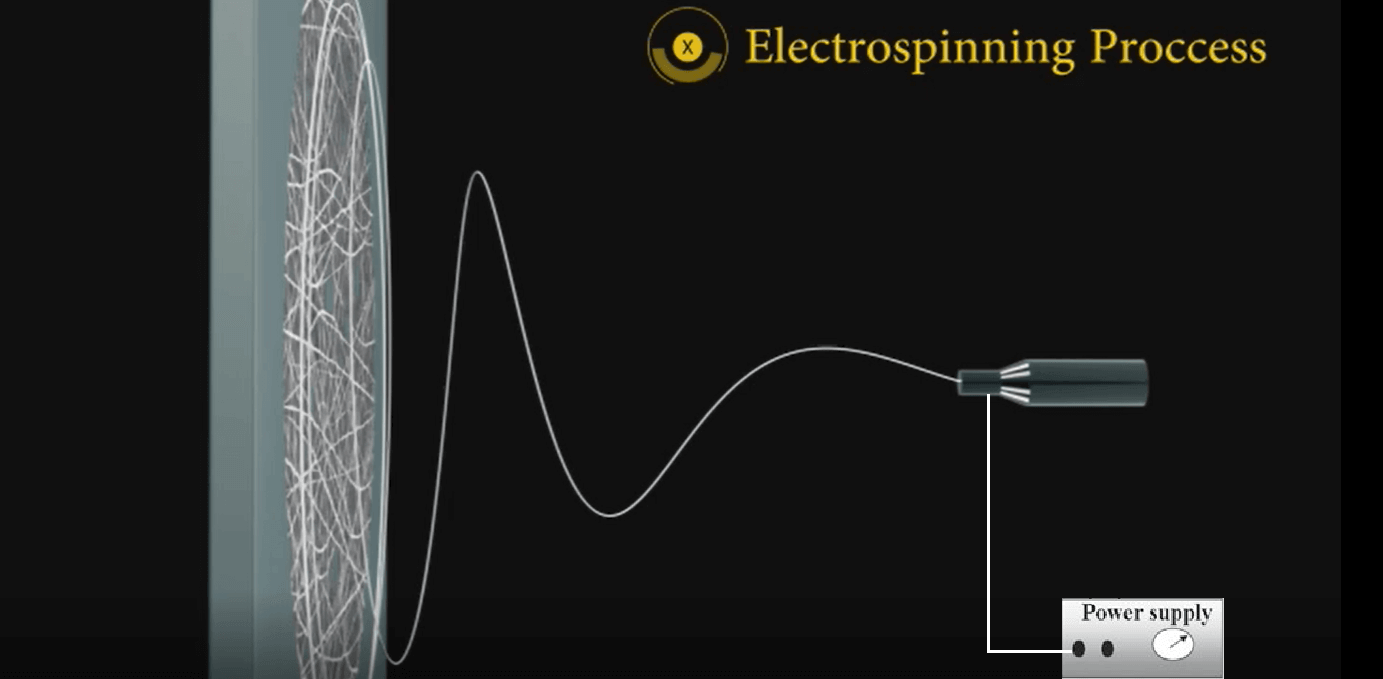
and low preparation cost. The applied voltage causes a cone-shaped deformation of
the drop of polymer solution in the direction of the counter electrode. In electrospinning,
the cone angle is about 30°. On the way to the counter electrode, the solvent evaporates
(or the melt solidifies), and solid fibers with diameters ranging from micrometers
to nanometers are precipitated with high velocities (of 40 ms-1 or more) on the
counter electrode. Upon closer inspection, it becomes clear that the electrospinning
process is very complex. The jet, for instance, only follows a direct path towards
the counter electrode for a certain distance, but then changes its appearance significantly.
The jet is moved laterally and forms a series of coils, the envelope of which has
the form of a cone opening towards the counter electrode. On occasion, beads, rather
than fibers, are formed during electrospinning; fibers with beads arranged like
pearls on dimensions of the fibers formed depend on a large set of parameters, for
example, the properties of the polymer itself (such as molecular weight, molecular-weight
distribution, glass-transition temperature, and solubility), as well the properties
of the polymer solution (such as viscosity, viscoelasticity, concentration, surface
tension, and electrical conductivity). The vapor pressure of the solvent and the
relative humidity of the surroundings can also have a significant impact. Furthermore,
the properties of the substrate, the feed rate of the solution, and the field strength
and geometry of the electrodes (and therefore, the form of the electric field) play
a major role in fiber formation. If higher voltages are applied, a jet is formed
from the deformed drop, which moves towards the counter electrode and becomes narrower
in the process. Electrospun nanofibers have attracted many interests for different
applications in recent years because of their unique properties such as high surface
to volume ratio and high porosity. These nanofibers have various applications including
membranes and filtration sensors and biomedical applications such as drug delivery,
wound dressing, tissue engineering and bio sensing. With the increase in the number
of electrospinning companies over the last years, electrospinning is progressively
moving from laboratory bench processes to industrial scale processes.
Nanofiber
Electrospun fibers
are considerably thinner than a human hair. To help the imagination, we carry out
some example calculations for fibers with diameters on the order of micrometers
or nanometers. If the fiber diameter is 10 µm, fibers with a total length of 13
km can be produced from 1 g of polyethylene. In contrast, a diameter of 100 nm leads
to fibers with a total length of 130 000 km. In the first case, the specific surface
area of the fibers is 0.4 m2g-1, while in the second case, it is 40 m2g-1. In fiber
technology, the unit denier, which specifies the mass of a fiber with a length of
9000 m, is often used as a measure of fiber fineness. For a fiber of 10 µm in diameter,
the fineness is 1 denier, and for a fiber of 100 nm in diameter, it is 10-4 denier.
Today, nanofibers
from synthetic or natural polymers can be fabricated in a controlled manner with
dimensions down to a few nanometers, and functionalized by the addition of drugs,
or of semiconductor or catalyst nanoparticles. They can be employed in numerous
applications with great benefit. Hybrid fibers composed of metals and ceramics are
attainable, as are nanofibers with a solid or liquid core and a solid shell.
Electrospinning generally affords smooth fibers with a circular cross section; only
in exceptional cases does the cross section differ from this form. For a variety
of applications, for example, tissue engineering, filtration, catalysis, drug delivery,
and nanofiber reinforcement, it could be advantageous if the fiber surfaces were
not smooth or were porous. For example, pores function as anchoring points for cells
in tissue engineering, increase the surface area in filtration or catalysis, modify
the wetting properties and, hence, the matrix–fiber coupling in fiber strengthening,
and alter the kinetics of drug release. Pores can also influence the kinetics of
biodegradation of bioerodible nanofibers.
In fact, it is now possible to generate different nanofiber topologies during the
electrospinning process by choosing particular solvents or solvent mixtures, by
varying the humidity, or by using polymer mixtures. If, for instance, phase separation
into polymer-rich and polymer-poor regions occurs upon evaporation of the solvent
(this can generally be estimated from phase diagrams), there is a high probability
that pores will form in the solid in the polymer-poor region. Thereby, the extent
of pore formation is determined by the relative proportions of both phases. The
use of solvent mixtures allows the selective adjustment of porosity.
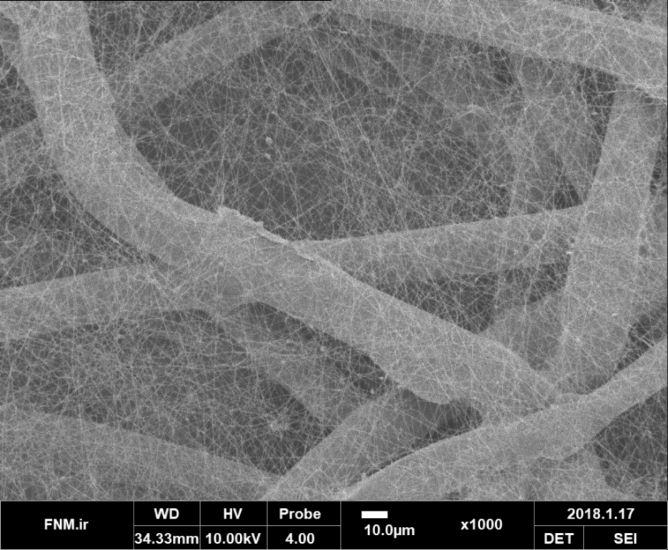
For nonwovens produced by electrospinning, the fiber arrangement (1D, 2D, or 3D)
and pore structure are of great importance. Using a standard laboratory apparatus
for electrospinning (consisting of circular spin nozzles and a flat counter electrode),
the fibers are deposited onto the plane defined by the counter electrode in a statistical
orientation. A very open mesh is generated, and the nonwoven is fabricated by the
layer-by-layer deposition of such planar arrangements. The developing nonwoven can
serve as a surface coating (of porous filtering papers, for example), it can modify
the surface of a solid substrate (to alter the wetting properties, for example),
or it can also be used as a self-supporting nonwoven (as a template for tissue engineering,
for example).
Electrospinning is not limited to the production of nonwovens with a random planar
fiber orientation. The orientation of nanofibers along a preferred direction is
of interest for structural reinforcement with nanofibers or for tissue engineering
to give the cells a preferred growth direction.
Parallel fibers can, for example, be obtained by the use of rapidly rotating cylindrical
collectors, which either serve as counter electrode or are combined with an electrode.
The collectors usually have the shape of a cylinder, but can also be narrow or wheel-shaped.
Parallel fibers can also be produced with special electrode arrangements consisting
of two parallel flat plates or with frame-shaped electrodes. A very high degree
of orientation can be achieved with this method. Another possibility is the use
of a quadratic arrangement of four electrodes, which leads to a cross-shaped deposition
of nanofibers. High degrees of orientation can also be achieved if the distance
between the electrodes is reduced to the centimeter or millimeter range and if either
the spinning electrode or the counter electrode has the shape of a fine tip. To
obtain fiber arrangements oriented in 3D in nonwovens, the techniques used for the
production of conventional nonwovens composed of macroscopic fibers may be applied
(needling, water-jet treatment). This topic has not yet been discussed with respect
to nonwovens made of nanofibers.